
Expert Servo Motor Repair & Refurbishment
We provide expert, expedited servo motor repair services for all major brands and models, specializing in fast turnaround times and guaranteed quality. Get your machinery back up and running with minimal downtime, backed by a comprehensive warranty on all repairs. By choosing our team for your servo motor repair, you ensure a focus on diagnosing the root cause of failure, not just the symptom, so every repaired motor meets or exceeds original manufacturer specifications.
Brands We Service
- ABB
- AEG
- Allen-Bradley (AB)
- Baldor
- Baumuller
- BBC
- Bosch
- Bridgeport
- CEM
- Cincinnati Milacron
- Cleveland Motion Control (CMC)
- Control Techniques
- ElectroCraft
- Emerson
- Exlar
- Fanuc®
- Fuji
- General Electric
- Getty's
- Giddings and Lewis
- Glentek
- Goulds
- Hitachi
- Indramat
- Inland
- Kollmorgen
- Matsushita
- Mitsubishi
- Moog
- Motoman
- Pacific-Scientific (Pac-Sci)
- Parker
- Peerless
- Peerless-Winsmith
- Phase Motion
- Porter-Peerless
- Powertron
- Reliance
- Rexroth
- Rockwell
- SEM
- SEW Eurodrive
- Siemens
- Sinano
- Tamagawa
- Toshiba
- Whedco
- Yaskawa
Frequent Reasons for Repair
Encoder Failure
Encoders are very delicate electronic devices which are susceptible to contamination. Most encoders contain bearings which can also fail over time. Installing an encoder requires specialty equipment in order to align it correctly to the motor poles.

Bad Bearings
Bearings wear over time and become noisy. It is important to have your servo motor evaluated once the bearings become noisy. If there is a bearing failure, it can cause further damage, resulting in much more expensive repairs.
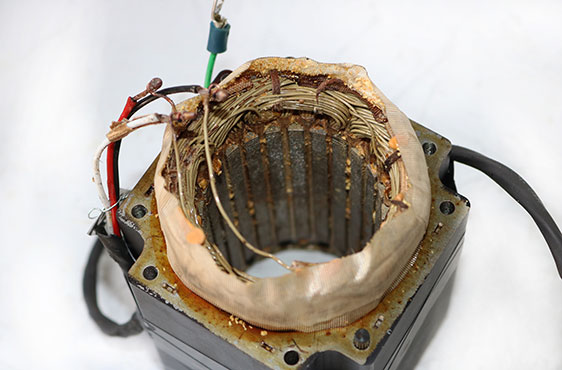
Failed Stator Windings
Burnt or shorted stator windings can occur for a number of reasons, such as coolant contamination, overloading the motor, and drive malfunction. Internal mechanical issues such as bad bearings or loose magnets can also cause a stator winding to fail.
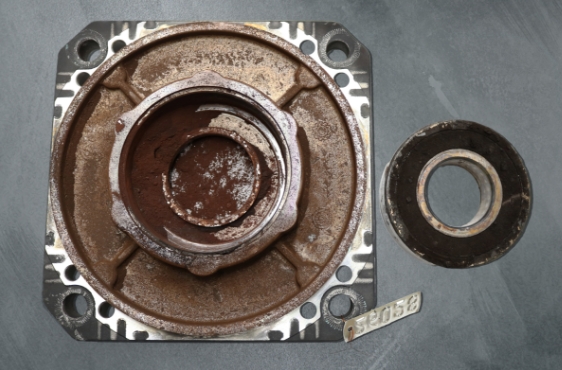
Loose Bearing Fits
Over time, a bearing fit can wear out and become loose, causing a motor failure. If this isn't caught in time, it can cause further damage to magnets, windings, and the feedback device.
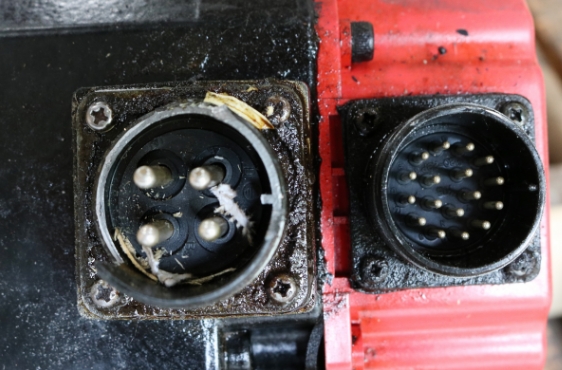
Power Connectors
Connectors are what transfer power from the drive to the motor through cables, making them a common failure point. These connectors have pins and sockets that can relax over time, and cause a point of high resistance which will heat up and fail.

Worn Brushes
DC servo motors very often come in for repair because their brushes have worn out. This seems like a straightforward problem with an easy solution; install new brushes! And while this could be true, premature brush wear can be a sign of larger problems with your servo motor.

Contaminated Brush Rigging
Brush riggings can become contaminated with carbon and oils, causing the insulation around the brush holders to deteriorate and fail.

Broken Magnets in Field Frame
Broken or dislodged magnets will cause contamination, high vibration, or excessive heat during operation. As long as a magnet is not broken, we can re-epoxy it to the field frame and then re-magnetize it to meet factory BEMF specifications.
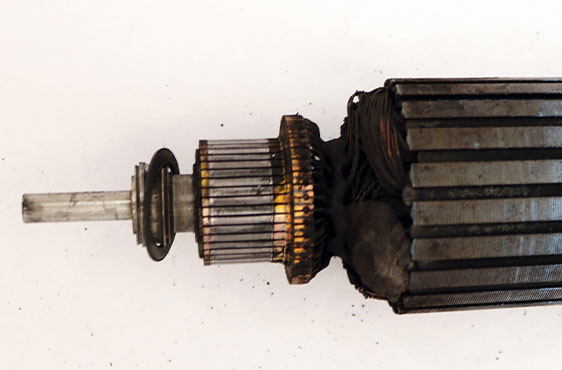
Burnt Armature
Armatures can fail for many reasons such as oil or coolant contamination, excessive load, or carbon buildup within the motor.

Power Connectors
Connectors are what transfer power from the drive to the motor through cables, making them a common failure point. These connectors have pins and sockets that can relax over time, and cause a point of high resistance which will heat up and fail.
Our Repair & Refurbishment Process
Every servo motor repair job goes through an extensive evaluation process, not only to find the problem with your servo motor, but also to be sure we can repair your old or broken down motor to “like new” condition—as if the factory just sold you a new servo.
During the servo motor repair evaluation, our team of experts examines the motor and looks for any dynamic or static parts that do not meet factory specifications. Our vast library of technical documentation allows us to determine exactly how each motor should perform and helps us detect and troubleshoot problems both electrically and mechanically. Our goal is not just to fix what is wrong, but to treat the motor as a whole and prevent any future issues from occurring as well.
Our goal is to give you a servo motor that is not only repaired but has been refurbished back to like new condition.
Our servo motor repair procedure follows these steps:
Checking In
- Motor is photographed and documented by our receiving department
- Unique job number is assigned
- Acknowledgement is sent via email
- Motor is delivered to the appropriate department to be evaluated

Evaluation
The evaluation of each motor is extremely thorough and is 100% free for all our customers. Our technicians fully inspect all mechanical and electrical parts. They also perform multiple tests to determine the cause of failure. This includes, but is not limited to:
- Bearing fits
- Housing fits
- Worn output shafts
- Corroded or broken flanges
- Burnt stator windings
- Failed encoders
- Damaged connectors
Quote
Our purchasing department then generates a firm quote, outlining the cause for failure, and listing all needed parts for repair. Our team excels in sourcing any parts that are not already stocked in our extensive inventory. We understand that getting your machine up and running is of utmost importance, and we go above and beyond to offer you the quickest delivery possible.

Servo Motor Repair
Once the quote is approved, orders are placed for any needed parts and our technicians proceed with repairs. Anything that requires our in-house services, such as winding or machine work, is taken to the corresponding department. When ready, the motor is re-assembled with all new parts and hardware, bringing it to good-as-new condition.

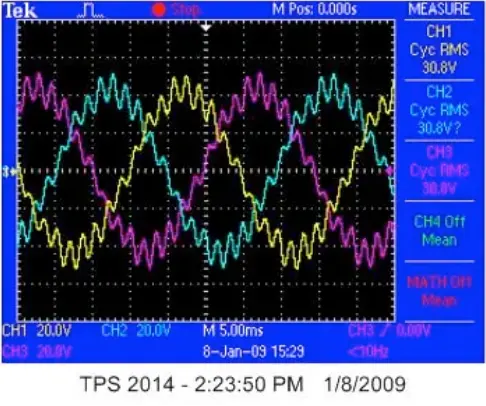
Final Testing
Upon completion of repairs, the motor heads to our quality control department for final testing. Here, we review the entire repair and run it on a factory specific drive. Using the same drive that is used in your machine ensures that your motor will run just as it should once re-installed. We take great pride in maintaining an inventory of factory drives as it allows us to offer the most effective, reliable refurbishment possible.

Painting and Re-Labeling
Not only does a fresh coat of paint make your motor look brand new, but it also provides protection from outside contaminants, extending the overall lifespan of the motor. Our painting department provides application-specific paint, such as:
- Food grade epoxy
- IP67 epoxy
- Marine epoxy
Meanwhile, a new, traceable label is made and printed. The new label provides all the same information as the original and includes the same unique job number it was assigned when it arrived.

Return Shipping
Our shipping department takes pride in offering the highest quality care when preparing a refurbished motor for its journey back to you. Protective caps are put on connectors, nameplates are applied to the motor, and documentation is reviewed to make sure any accessories, such as eye bolts or shaft keys, are returned to you. Our high-quality spray foam packaging system creates a mold around the motor to keep it safe in the box during shipping. For larger motors that require freight shipping, we build a custom crate on-site to fit each motor’s unique size and shape.

Our service doesn’t end once the motor leaves our facility.
Each refurbishment is backed by a one-year in-service warranty which starts the day the motor is installed in the machine. Our team is here to help you with any questions or issues that may arise upon installation — and beyond.
Let's Connect at IMTS 2026
Visit us in the South Building, Level 3, Booth 339081
More Information
